





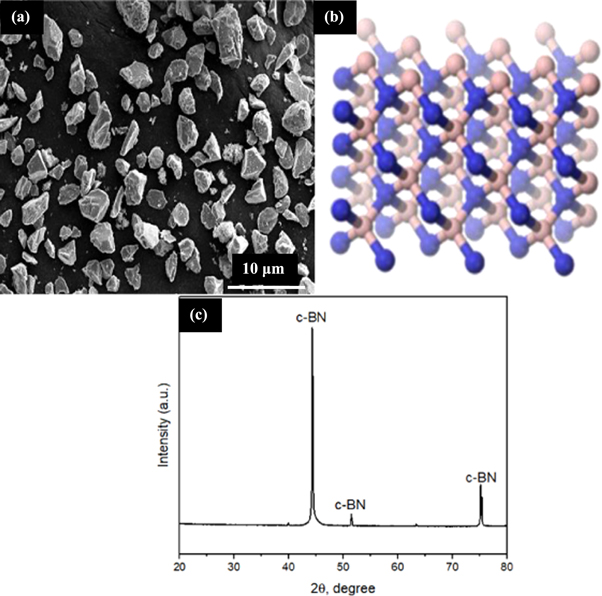
The diffusion of cubic boron nitride (c-BN) on the D2 tool steel surface was investigated using a thermo-chemical process in order to enhance the tribological properties of tool steel surfaces. The c-BN was diffused on the tool steel surface applying the thermochemical diffusion process using argon controlled furnace. The effect of temperature and soaking time on the diffusion process, micro-hardness, and wear resistance were the main parameters evaluated. The field-emission scanning electron microscopy (SEM) and energy-dispersive spectroscopy (EDS) was used to analyze the morphology and elemental composition of the as-synthesized c-BN-D2 surface composite. Here, the micro-hardness of manufactured coatings was investigated using a Vickers hardness tester. The wear resistance of surface composite was studied using a pin-on-disk apparatus. The morphological investigation revealed that c-BN was successfully diffused in the surface of tool steel in the form of white globular precipitates. The best surface hardness produced has a values of 1570 GPa. The diffused layer thickness varies between 50–90 μm and is very dense. It has mechanical interlocking properties suitable against delamination process and wear formation. The superior performances of novel c-BN-D2 tool steel surface composite permits to extend the machine tool life, especially when is applied on the single-point cutting tools.
- Introduction
High temperature machine tools are manufactured from tool steels. Typically, these tools are identified in components such as single-point cutting tool, drill bit, and milling cutter, etc. Despite their potential in numerous applications, the low surface hardness (330–330 HV) of tool steels cause massive limitation to its large industrial use. Several efforts have been reported to improve the surface properties of tool steels by applying heat treatment, coating, and cladding. The heat treatment is recognized in normalizing, annealing, hardening, tempering, stress-relieving, and case hardening treatments. It helps to enhance the surface characteristics; however, they may have limitation because (i) time-consuming process, (ii) metal may get oxidized, (iii) or some of the material properties are lost. The major coatings used are plasma spray deposition, chemical vapor deposition (CVD), physical vapor deposition (PVD), and electro-deposition process. The main coatings were achieved using metallic and ceramic materials such as CrN, Al2O3, WC, TiAN, and TiC, etc. By applying these coatings, the wear resistance and friction can be improved slightly. Yet, the coatings may have some disadvantages such as high porosity generation, low density, formation of high amount of oxides, lower bond strength, hard to control coating thickness and uniformity. The coating thickness and consistency may be managed at the expenses of increasing the prices of procedures and/or losing some mechanical surface properties


